Filters for NESHAP compliance
The implications of the National Emissions Standards for Hazardous Air Pollutants (NESHAP) in the USA are far reaching in their targeting to reduce emissions from cement plants to unprecedented lower levels. Filter technology of the highest quality will be required to achieve the emission reductions needed, as Gore has been examining. Chris Polizzi of WL Gore & Associates, USA, shows us the results.
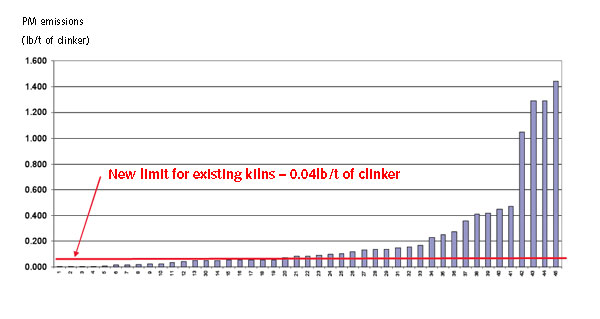
Figure 1: weighted average emissions from stack tests, 1998-2007, used to
develop the MACT floor for final NESHAP for Portland cement
The EPA has gone rogue,” according to Representative John Sullivan, speaking at an October debate in the US House of Representatives on the Cement Sector Regulatory Relief Act of 2011 (HR 2681). He went on to accuse the US Environmental Protection Agency (EPA) of wanting to shut down 20 per cent of the country’s cement plants. His concerns, and the focus of the act, are the regulatory changes to be imposed by the EPA that would affect the cement industry. Key among them is NESHAP for Portland cement plants, which was adopted in 2010.
Restricting mercury emissions for the first time and significantly lowering permissible levels for a range of other pollutants, including particulate matter, the EPA not only brings the US up to European standards, but takes it well beyond. Levels for kiln emissions are five times lower than in Europe for mercury and more than two-and-a-half times lower for hydrochloric acid and particulates (see Table 1). When the new regulations take effect in 2013, the EPA estimates it will lower annual emissions of nitrogen oxides by five per cent, sulphur dioxides by 78 per cent, hydrocarbons by 83 per cent, hydrochloric acid by 97 per cent, and mercury and particulate matter by 92 per cent.1
The Portland Cement Association (PCA) says the limits will cost the industry US$3.4bn over three years and force 18 plants to close, accounting for 10 per cent of the country’s capacity. “The emission limits imposed by the EPA are not achievable by many cement facilities, even with the best emissions control technology known to exist,” according the PCA. However, while the US House of Representatives has passed HR 2681, which would delay and limit the impact of the changes, it is less likely to pass in the Senate, and the EPA is likely to push hard for the limits to be retained. At a recent hearing, EPA chief Lisa Jackson said the benefits of reducing particulate emissions to “healthy” levels “would have an identical impact to finding a cure for cancer.” President Obama, meanwhile, has threatened to veto the act, as well as others that threaten the rule’s implementation. Therefore, cement producers cannot rely on a reprieve. Whatever else, the PCA is right that the limits will be extremely difficult to meet. For particulate emissions, this is undeniably the case.
NESHAP applies a MACT (Maximum Achievable Control Technology) approach to set standards. This approach referenced the performance of a cross-section of 45 US cement kilns tested over a 10-year period ending in 2007. The average of the best 12 per cent of these tests establishes the new limits for all existing kilns. The single best source sets the limit for all new kilns under the New Source Performance Standards (NSPS). The resulting new limits are shown in Table 2. Furthermore, there is a requirement for continuous emissions monitoring (CEM) using a 30-day rolling average, replacing periodic or annual testing.
US kiln tests
One can see just how challenging this will be by looking at an analysis of the particulate matter emissions inventory test data for each of the 45 kilns (see Figure 1). Average emissions in more than half the stack tests were at least double the new limits. The worst performer (at the far right of the chart) was 35 times the limit.
Looking at the filtration technology employed by the kilns used in the MACT analysis, three points are apparent. The first is that electrostatic precipitators (ESPs) are no longer viable as the sole or final air pollution control device (although they may still have a role in hybrid arrangements). None of the kilns using an ESP in the analysis met the proposed emissions standards.
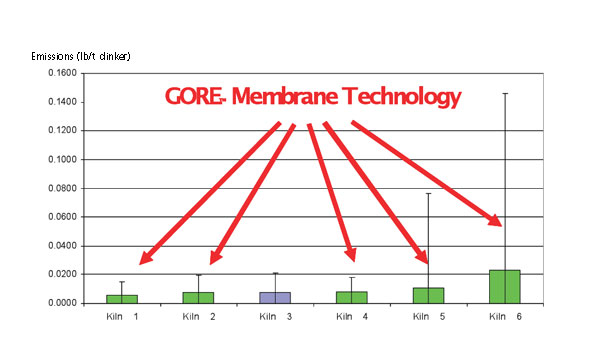
Figure 2: best-performing kilns
Of the best-performing six kilns used in the MACT analysis to determine the new limits, all but one used GORE™ membrane technology. That one kiln (Kiln No 3 in Figure 2), can be considered an anomaly A reverse air bag house, with many individual compartments, a low air- to-cloth ratio and many individual exhaust fans and ‘mini’ stacks.
However, a final point and likely the most important to note is that a membrane filter does not guarantee compliance. The data was reviewed and cross-referenced with the filtration technologies used at the plants where the emissions inventory came from. It indicated that many of the kilns which used membrane filters failed to meet the proposed limits.
To understand why this might be occurring, it is helpful to look at the stack tests of two of the best performing six kilns: Kiln No 5, a 2800tpd precalciner kiln with a pulse jet kiln baghouse, and Kiln No 6, a 6000tpd precalciner kiln, also with a pulse jet baghouse. Both of these were among the top 12 per cent or lowest emitting sources. However, it is interesting to note that while each of these plant’s total average was below the limit, the individual stack tests showed significant variations.
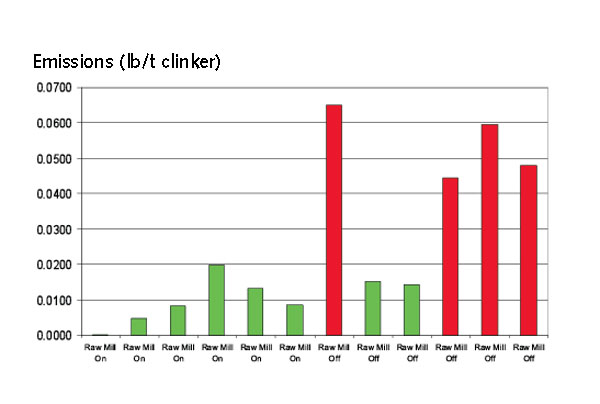
Figure 3: kiln stack No. 5 data, 2002-07
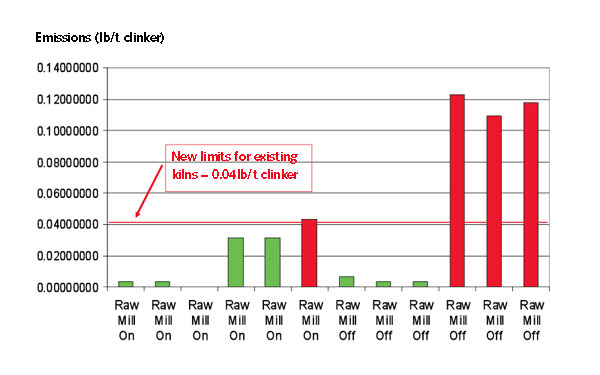
Figure 4: kiln stack no.6 data, 2002-07
Figures 3 and 4 present the results from the 12 individual stack tests performed for both the fifth- and sixth-lowest emitting kilns, made during 2002 and 2007, that contributed to the average. In both of these two kilns, four of their 12 individual stack tests would be out of compliance as shown by the red bars where the test run results exceeded the new limits.
In an attempt to better understand what causes some variation in stack tests, several field trials were set up to examine more closely the causes of particulate emissions. In one of the field trials, several compartments in a main kiln baghouse using membrane filter bags were fitted with FilterSense high-performance bag leak detectors. Analysing the results over time showed a base level of emissions but with periodic spikes (see Figure 5). These spikes in emissions were at times 50 times the baseline emissions. Further analysis showed these spikes coincided with the pulse cleaning of the filters, suggesting this was a significant contributor to bags underperforming. Simply put, each pulse of the cleaning allowed a puff of emissions to escape.
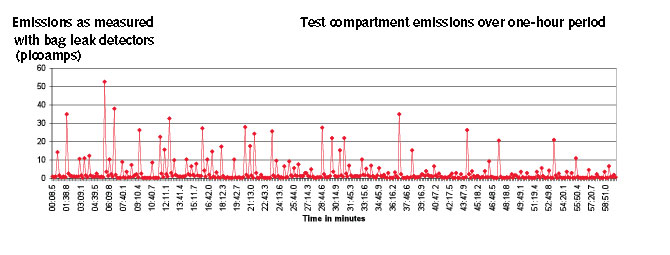
Figure 5: trials in a main kiln baghouse using membrane filter
bags with FilterSense high-performance bag-leak detection
A stitch in time
The various potential causes of these emissions is the central question. Is it possible that the pulse cleaning causes temporary fatigue in the bag body, reducing its efficiency? It could also be the result of corrosion. Therefore, some equipment manufacturers are quoting baghouses with stainless steel tube sheets and clean air compartments, believing this will reduce corrosion-induced particulate and bring emissions under control. This will likely help reduce emissions at some level, but alone it may not be enough to consistently bring a plant into compliance.

Figure 6: examination of bag stitching
A third theory, however, suggests that the primary factor is not the bag material itself, nor corrosion, but the bag stitching. It may represent an area of weakness that allows particulates to escape through the needle holes created when the filter bag is first sewn. Based on examining non-failed membrane filter bags routinely returned for laboratory analysis, the theory that stitches are one, if not the likely, cause of emissions seems reasonable. It is often observed that even when the interior of the filter bag is essentially clean and free of dust, a close examination of the seams show dust leakage (see Figure 6).
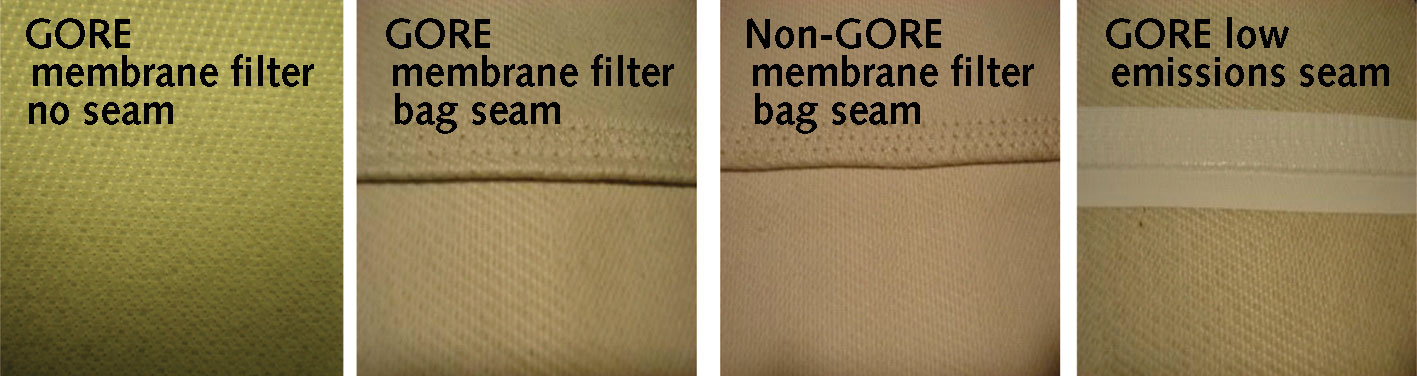
Figure 7: testing of filter membrane bag seams
The results (Figure 8) showed that, as expected, the seamless membrane sample performed perfectly with what would be considered a non-detectable emission level. The two traditional, seamed samples had higher emissions at varying levels. However, the GORE® Low Emission Filter sample also recorded non-detectable emissions as if the seam was not even present.
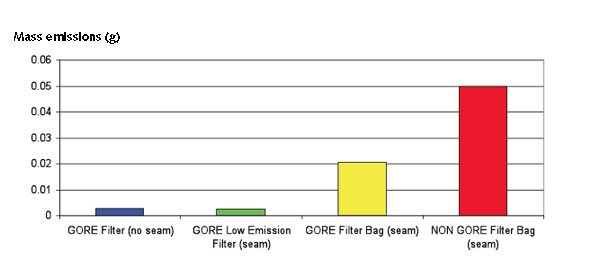
Figure 8: mass emissions during
seasoning period of ASTM VDI test
Studying the used samples under magnification confirmed the dust leakage through the stitch lines of the two standard membrane filter bag seams. The difference in the magnitude of the emissions may be caused by differences in the size and shape of the needles, the size of the thread, and the quality and speed of stitching as well as the fibreglass substrate to which the membrane is laminated.
Summary
In light of this, it is therefore very likely that the seams are a significant reason why a membrane filter alone may not be enough to ensure compliance with the new limits. Ensuring the optimal fit of the bag to the collector will be essential. The overall condition of the baghouse including lids, doors, collector walls, pulse pipes, etc, will all likely need to be closely inspected and repairs made to provide the best chance of compliance. Maintenance and inspection of the baghouse will become more critical than ever.
Even when these requirements are met, the demands of the new regulations will probably result in a significant reduction in the current 4-6 year effective life of membrane bags. There is probably no way of avoiding the fact that effective life will be diminished. It is also likely that to remain competitive, all filter bag manufacturers will need to offer guarantees that their products will ensure MACT compliance.
Although guarantees often look similar at first glance, a closer inspection will show significant differences. However, the length and strength of that guarantee and the prospects of unexpected failure and down-time costs, will depend heavily on the condition of the baghouse, the quality of the filter media and its application in use. This is where, as the introduction of the new limits grows closer, cement producers need to focus. After all, the best guarantee is one you never have to make a claim on.
References
1 EPA Fact Sheet on New Source Performance Standards for Portland Cement Manufacturing. http://www.epa.gov/ttn/atw/pcem/pcem_fs_080910.pdf
2 ANDY O’HARE (23 May 2011): PCA Joint Technical Meeting Environmental Regulatory Overview.
