Tijeras targets emission limits
As US cement plants gear up to comply with the new NESHAP regulations that come into force later this year, GCC Rio Grande upgrades its Tijeras plant in New Mexico, USA. By Saul Alvidrez, GCC, USA.

The new baghouse of GCC Rio Grande’s
Tijeras plant in New Mexico, USA
Built in 1958, GCC Rio Grande’s Tijeras plant consists of two long dry kilns (f4.6m x 85m) with a two-stage preheater, two 36tph (40stph) ball mills and three 23tph (26stph) ball mills for finish grinding. The works has a production capacity of 0.454Mta (0.5Msta) and produces Type I/II, Type III, Class B, C and G as well as masonry cements.
To comply with the new NESHAP rules, particularly in terms of particle matter (PM) emission limits, GCC’s management decided to replace an old reverse-air baghouse in both kilns with a new pressure jet pulse modular baghouse, connecting both system outlets to a single main stack to optimise the gas handling systems.
Modifications
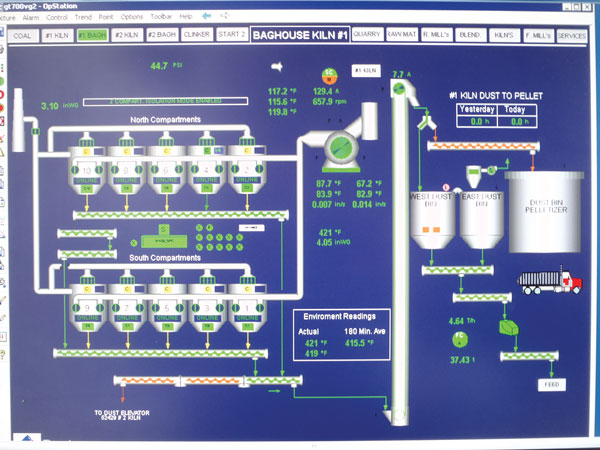
Figure 2: the new ECS screen for the main baghouse modification
For each of the kiln systems, modification includes a new gas duct from the cooler vent to the preheater downcomer, a new modular baghouse for the kiln and a main stack where the flue gases of the two kilns will merge. Previously, the plant had used two fresh-air dampers to control the temperature at the main baghouse inlet. The proposed system replaces one fresh-air damper with the gas coming from cooler vent, letting the second fresh-air damper act as an emergency resource to cool the gases.
GCC proposed a new arrangement and, together with FLSmidth Inc, carried out a detailed study on the feasibility of the current modification in terms of gas handling capacity of the fans and dust handling systems. Based on the audit results, a 17 per cent increase in the capacity of the ID fan was expected with the existing ID fan able to handle the increase in gas volume.
Start-up
The heat-up and feed-on procedures were based on GCC standards. Kiln No 1 went into operation on 23 February 2015.
After the introduction of the feed, the following parameters were set:
• ID fan speed of about 350-400rpm
• the louvre damper in the new duct was opened 45-50 per cent (based on the trials carried out before ignition).
Based on the draught in the preheater, the ID fan speed was increased further.

New jetpulse baghouse modules with exhaust shut-off valves
The pressure in the new duct is maintained at around -1 to -2in WC to ensure that sufficient draught is maintained for the exhaust gases from the cooler. After opening the louvre damper in the new duct, the temperature at the baghouse inlet was expected to be controlled by adjusting the fresh-air damper. During operation, the fresh-air damper was kept closed as the gases from cooler vent were sufficient to maintain baghouse inlet temperature within the limits established.
The fresh-air damper may be required in summer for maintaining the baghouse inlet temperature within the limits as well as running the heat exchanger at full capacity.
The pressure in the new duct was maintained by adjusting the louvre damper. A new control loop was incorporated for this purpose. The control loop was changed to manual during start-up of cooler vent bag filter fans. The cooler vent gas temperature after the heat exchanger was adjusted for start-up to a temperature of 71-82˚C (160-180˚F) to maintain a consistent temperature in the new duct.
During operation an ID fan inlet pressure of -10 to -11in WC and a temperature of 221-232˚C (430-450˚F) were maintained at the baghouse inlet. The baghouse inlet pressure is around 3-4in WG and bag house differential pressure (dp) is 4-4.5in WG.
Following the first few days of operation, plant personnel continued to optimise the system. Additional adjustments included:
• configuration of a loop control for the fresh-air damper with inlet baghouse temperature
• optimisation of the start-stop heat exchanger temperature set point, which is 54-66˚C (130-150˚F)
• optimisation of the cooler performance to recover more heat and lower cooler exhaust gases temperature.
Preliminary results are shown in Table 1.
|
Table 1: preliminary results of ID fan performance |
||
|
Parameter |
Before |
After |
|
ID fan speed (rpm) |
625 |
654 |
|
ID fan (A) |
121 |
127 |
|
ID fan inlet pressure (in WG) |
12 |
11.5 |
Conclusion
The new positive pressure jet pulse modular baghouse and the related modifications to the kiln systems improved emissions at the Tijeras plant, bringing them in line with NESHAP requirements. During commissioning, kiln operation was monitored and new operational parameters for the fan as well as the pressure and temperature profile of the preheater tower were identified.
Going forward, a heat balance and a power analysis for Kiln No 1 are planned to gauge the operational effects in the kiln as well as the economic impacts of the modifications. In addition, Kiln No 2 will enter service at the end of April following its upgrade.
Article first published in International Cement Review, April 2015.
