Dear Mr. TED.
Your suggestions in the form are very infermative and problem solving in nature. We have a problem in our process. Details of the problem are as follows.
The Kiln which is running with 350 TPH is falls down to 250/260 TPH only. Even after reducing the kiln feed rate up to 250 TPH, nox is not developing more than 300 ppm (Normally we run the kiln at 500 ppm) also the cooler and kiln is getting dusty and burning zone visibility is poor. But at this operating condition also the fee lime content is <0.50 % and liter weights are 1300 g/l.
To over come the problem we increased the Liquid Content from 28.5 % to 30.5 % to boost up the kiln feed rate. We succeed in increasing the feed rate from 250 to 330 TPH and sustain for three days only.
Again the same problem has repated though the raw mix & coal composition are same when the kiln ran with 330 TPH.
Raw mix compostion in different feedarates are :
Feed rate : 330 260 Clinker at 330 Clinker at 260
SiO2 : 13.32 13.03 22.36 22.40
Al2O3 : 2.91 2.92 5.29 5.11
Fe2O3 : 3.15 3.19 4.89 4.99
CaO : 43.11 43.57 64.76 64.58
MgO : 0.90 0.88 1.46 1.43
Mn2O3 : 0.08 0.08 0.13 0.13
SO3 : 0.05 0.05 0.47 0.45
Na2O : 0.00 0.01 0.06 0.05
K2O : 0.29 0.31 0.49 0.50
TiO2 : 0.22 0.22 0.38 0.38
P2O5 : 0.07 0.08 0.14 0.15
Free silica : 8.64 8.50 - -
LSF : 99.77 102.50 88.5 88.3
AM : 1.03 1.04 1.22 1.16
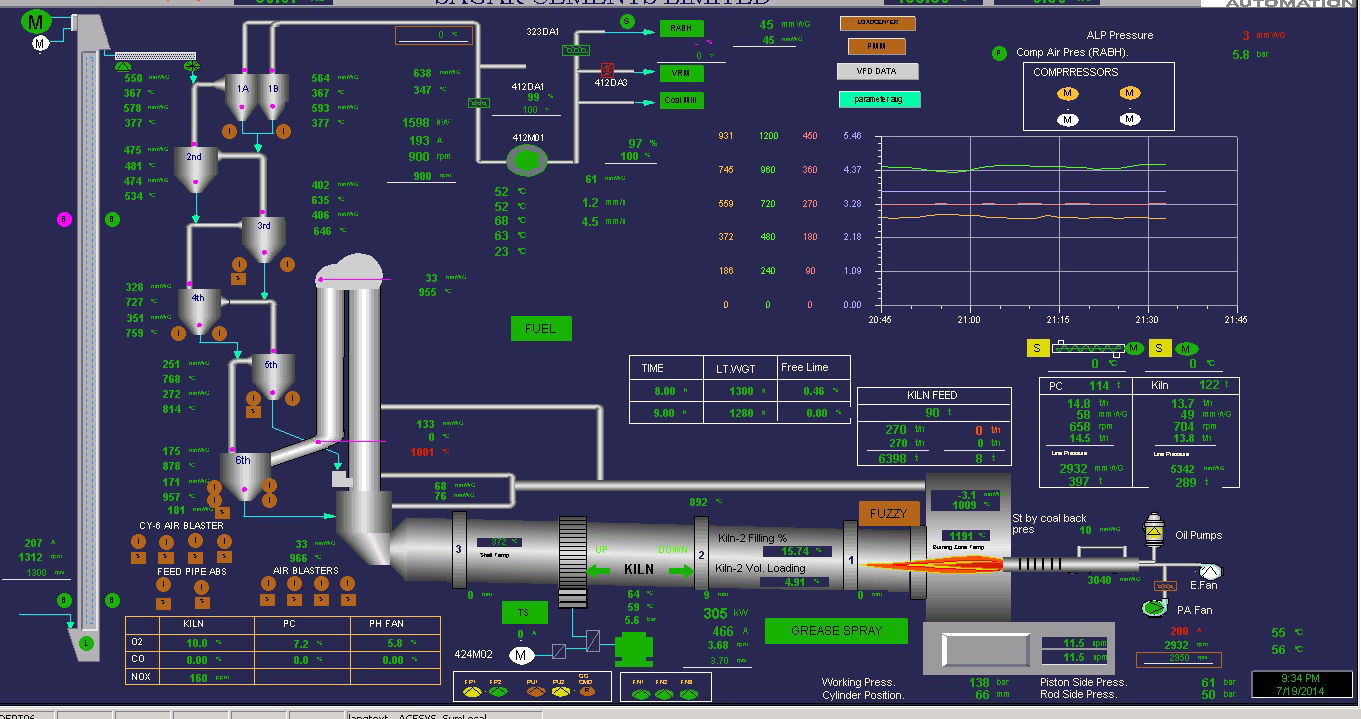
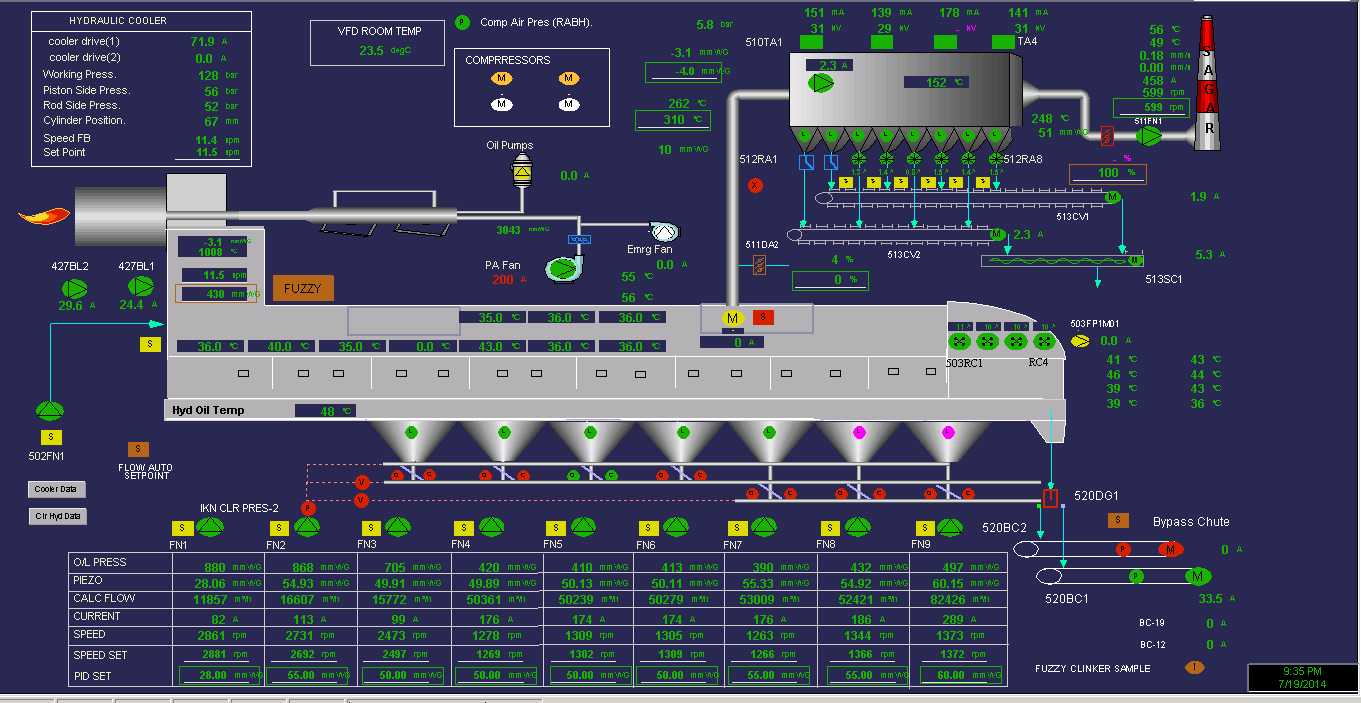
Technical details: 6 stage pre-heater (PSP) with ILC, Multi channel burner & IKN Pendulum Cooler. Current Miics of kiln and coller are attached for your reference
We eagerly await for your valuable suggestion.
Thannks in advance.
Regards,
BLM